

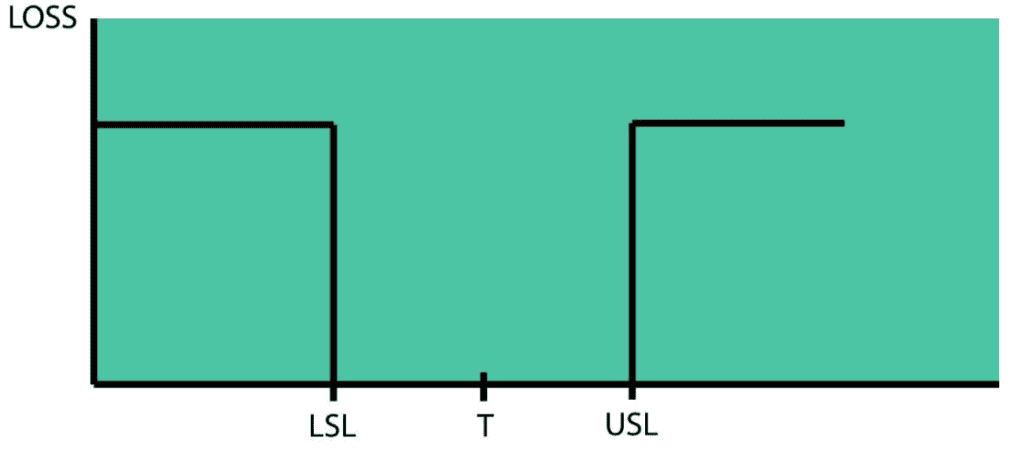
- La "qualité" dans les spécifications du produit
- Exemple de tableau de précontrôle
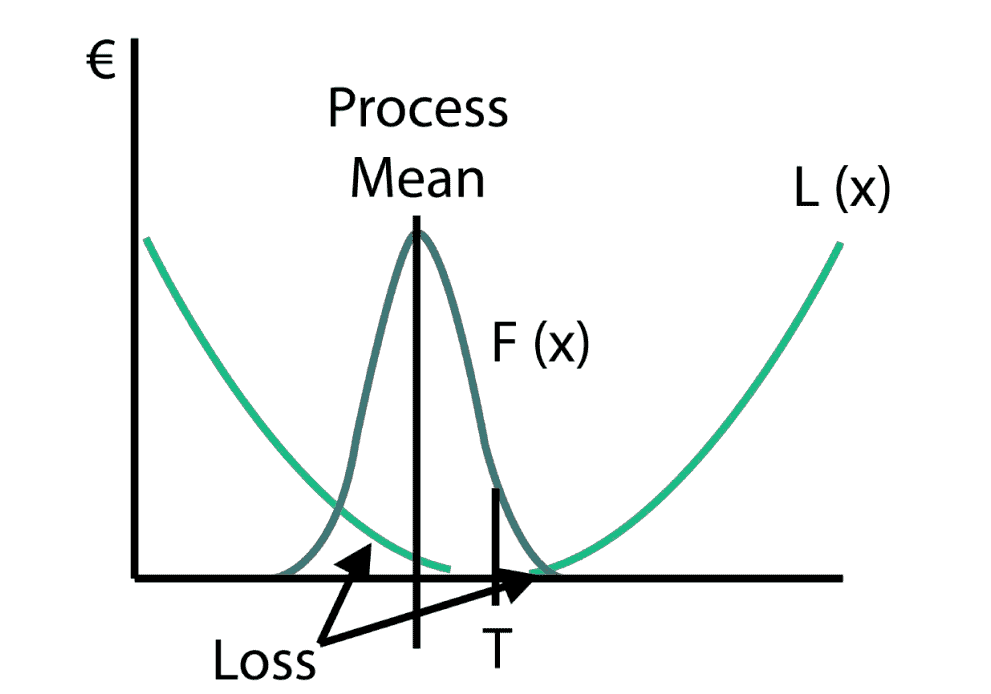
- Fonction de perte Taguchi
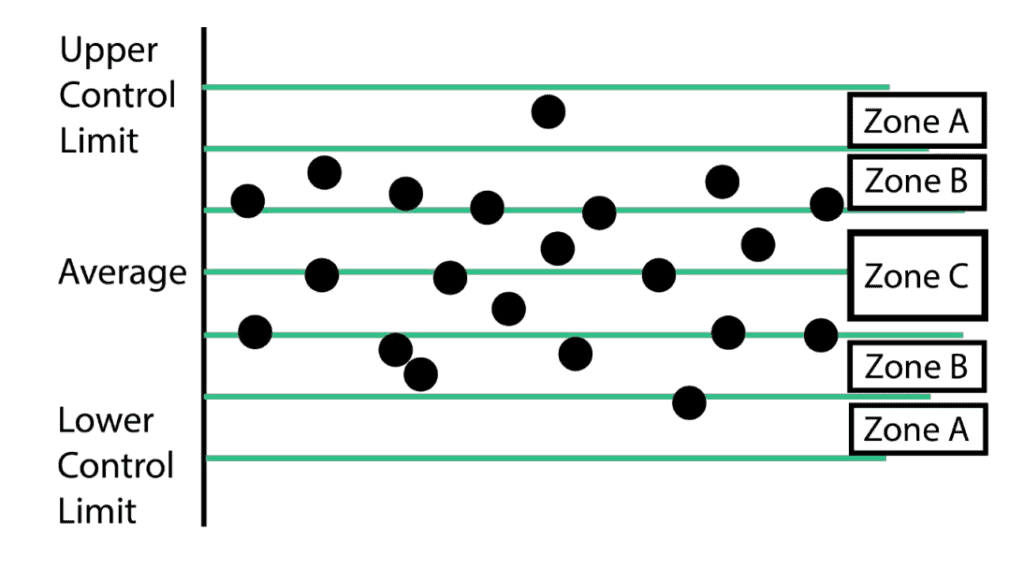
- Exemple de carte de contrôle
Cartes de pré-contrôle
Il existe deux différences philosophiques fondamentales entre les partisans et les détracteurs des cartes de précontrôle. Les partisans des cartes de précontrôle considèrent que tout produit conforme aux spécifications est bon. Tous les résultats sont considérés comme « bons » ou « mauvais » et la ligne de démarcation est une falaise abrupte. Une pièce qui répond à peine aux spécifications est aussi bonne qu’une pièce parfaitement centrée sur la valeur cible (T). Produire un produit plus serré que les limites de la spécification est considéré comme une dépense inutile.
Cette technique s’appuie sur la voix du client en ce sens que les limites de précontrôle sont basées sur les limites supérieures et inférieures de la spécification (LUS et LSL). Ces limites sont choisies de manière à ce que la limite d’arrêt brutal des cartes de précontrôle corresponde à la spécification du client et que les limites de prudence se situent à ± 50 % de la spécification (voir figure 2).
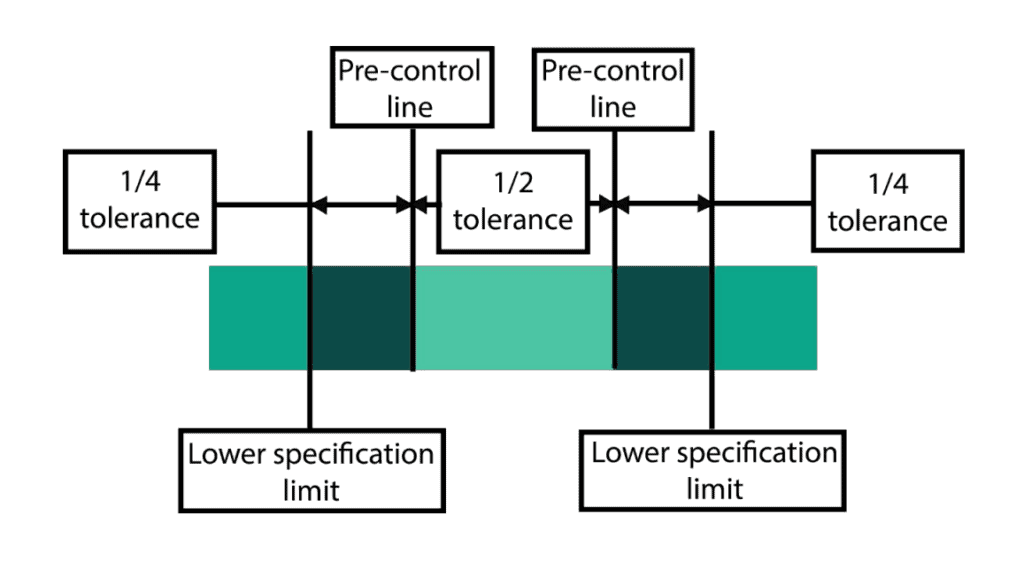
Pour établir la capabilité du processus, cinq unités successives doivent se situer entre les limites de précontrôle dans la région verte. Une fois cette condition remplie, deux unités successives sont échantillonnées périodiquement. Si les deux unités tombent dans la zone verte, continuez la production. Si l’une des unités se trouve dans la zone verte et l’autre dans la zone jaune, continuez la production. Si les deux unités tombent dans la zone jaune, arrêtez et ajustez le processus. Si une unité tombe dans la zone rouge, arrêtez et ajustez le processus. Pour reprendre une production normale, cinq unités consécutives doivent se trouver dans la zone verte. La fréquence d’échantillonnage est déterminée en divisant l’intervalle entre les arrêts par six.
Cartes de contrôle
La philosophie de la carte de contrôle(fonction de perte de Taguchi) stipule que lorsque le paramètre (x) varie par rapport à l’ objectif (T), la société subit une perte [L(x)]. Par conséquent, une pièce produite au niveau de la cible a plus de valeur qu’une pièce produite dans les limites des spécifications. En effet, tout au long de la chaîne de valeur, des aménagements doivent être effectués pour tolérer cette variation par rapport à la valeur cible. Cela ajoute un coût aux étapes suivantes de la chaîne de valeur. (Voir figure 3.)
Les limites de contrôle sont choisies de manière à ne pas perdre de temps à chercher des problèmes inutiles. L’objectif pratique est de ne prendre des mesures qu’en cas de nécessité. Les limites de contrôle sont calculées en estimant l’écart-type des données de l’échantillon ajusté à la taille de l’échantillon et en multipliant ce nombre par trois. Ce nombre est ensuite ajouté à la moyenne pour la limite de contrôle supérieure et soustrait de la moyenne pour la limite de contrôle inférieure. Les tests de la carte de contrôle sont conçus pour signaler les points qui ne se comportent pas « normalement » (c’est-à-dire qui présentent une variation due à une cause particulière).
La carte de contrôle se concentre sur la variation due au processus lui-même. Les limites de contrôle sont élaborées à partir des données du processus et ne sont pas liées aux limites des spécifications. C’est ce que l’on appelle communément la voix du processus (VOP), car le processus fournit des informations sur lui-même.
Comparaison des cartes de contrôle et de pré-contrôle
Le précontrôle porte sur la conformité avec les spécifications du client, la voix du client. Les cartes de contrôle mesurent la variation du processus ou la VOP. Les cartes de précontrôle ont une utilité limitée en tant qu’outil d’amélioration, car elles ne détectent pas les changements, les dérives et les tendances avec une certitude statistique, contrairement aux cartes de contrôle ou aux diagrammes d’exécution. Voyez la comparaison de base entre les deux dans le tableau ci-dessous :
Conclusion
Les cartes de précontrôle peuvent s’avérer utiles lorsqu’elles sont utilisées après des changements. Elles peuvent aider à centrer grossièrement le processus jusqu’à ce qu’il y ait suffisamment de valeurs pour calculer les limites de contrôle et rétablir la capacité. Pour ce faire, il est suggéré de modifier légèrement les règles : « Si…, arrêtez et ajustez le processus » doit être remplacé par « Si …., arrêtez et étudiez le processus ». En utilisant cette carte de précontrôle légèrement modifiée dans le cadre d’une procédure de changement, le client peut être protégé jusqu’à ce que la stabilité, le contrôle et la capacité puissent être établis.
Téléchargez notre e-book
Téléchargez notre e-book gratuit pour découvrir comment GQ Interim peut transformer votre entreprise grâce à des solutions de leadership expertes !
Intéressé par Interim Expert ?
Découvrez comment le management de transition peut augmenter considérablement l’efficacité de votre entreprise. Prenez contact avec notre équipe pour savoir comment la collaboration avec GQ Interim améliorera votre entreprise.
- Démarrez en quelques jours
- Base de données de 10 000+ consultants
- Résoudre les problèmes cruciaux de votre entreprise
- Des solutions personnalisées pour vos besoins professionnels
- Des résultats prouvés avec un impact mesurable
Articles connexes

- Un balanced scorecard équilibré montre comment les organisations peuvent mesurer plus que les performances financières. Élaboré par Robert Kaplan et David Norton, le tableau de bord équilibré permet de suivre les objectifs en matière de finances, de clientèle, de processus internes, d'apprentissage et de croissance. En alignant ces perspectives, il garantit que les opérations quotidiennes soutiennent la stratégie à long terme et la croissance durable.

- La théorie des contraintes (TOC) est une approche structurée visant à améliorer les performances organisationnelles en se concentrant sur le facteur le plus limitant, à savoir la contrainte. Qu'il s'agisse d'un goulot d'étranglement au niveau de la production, de la demande du marché ou d'un écart de conversion des ventes, la TOC répond à trois questions fondamentales - que changer, à quoi changer et comment provoquer le changement - et conduit à une amélioration continue grâce à cinq étapes disciplinées : identifier, exploiter, subordonner, élever et répéter.
- Software quality assurance permet de garantir que les logiciels répondent de manière cohérente aux besoins des parties prenantes en évitant les défauts et en validant que les produits sont conformes aux attributs de qualité définis (par exemple, fiabilité, sécurité, performance). L'association des pratiques de gestion des défauts avec des modèles de qualité basés sur des normes comme ISO/IEC 25010 aide les équipes à planifier, mesurer et améliorer continuellement la qualité tout au long du cycle de vie.

- Dans le cadre de notre travail, nous rencontrons très souvent de nombreux symboles et raccourcis ou abréviations, tels que FMEA, PPAP, CC, SC, etc. Lorsque j'ai effectué mon premier audit interne au travail, j'ai également dû vérifier la mise en œuvre du marquage CE. Lorsque j'ai effectué mon premier audit interne au travail, j'ai également dû vérifier la mise en œuvre du marquage CE. Auparavant, j'avais fait des recherches sur le marquage CE afin de ne pas être totalement perdue dans ce domaine. Qu'est-ce que c'est et comment est-il utilisé ?
